欢迎您访问无锡市精淼机械科技有限公司官网!本公司主要产品有:磨床,外圆磨床,万能外圆磨床,数控外圆磨床,数控端面外圆磨床,数控复合磨床,专机定制,高精度外圆磨床 !

24小时服务热线
0510-8879719513771196661
|24小时服务热线
0510-8879719513771196661
|
机床规格 |
长(mm) |
宽(mm) |
高(mm) |
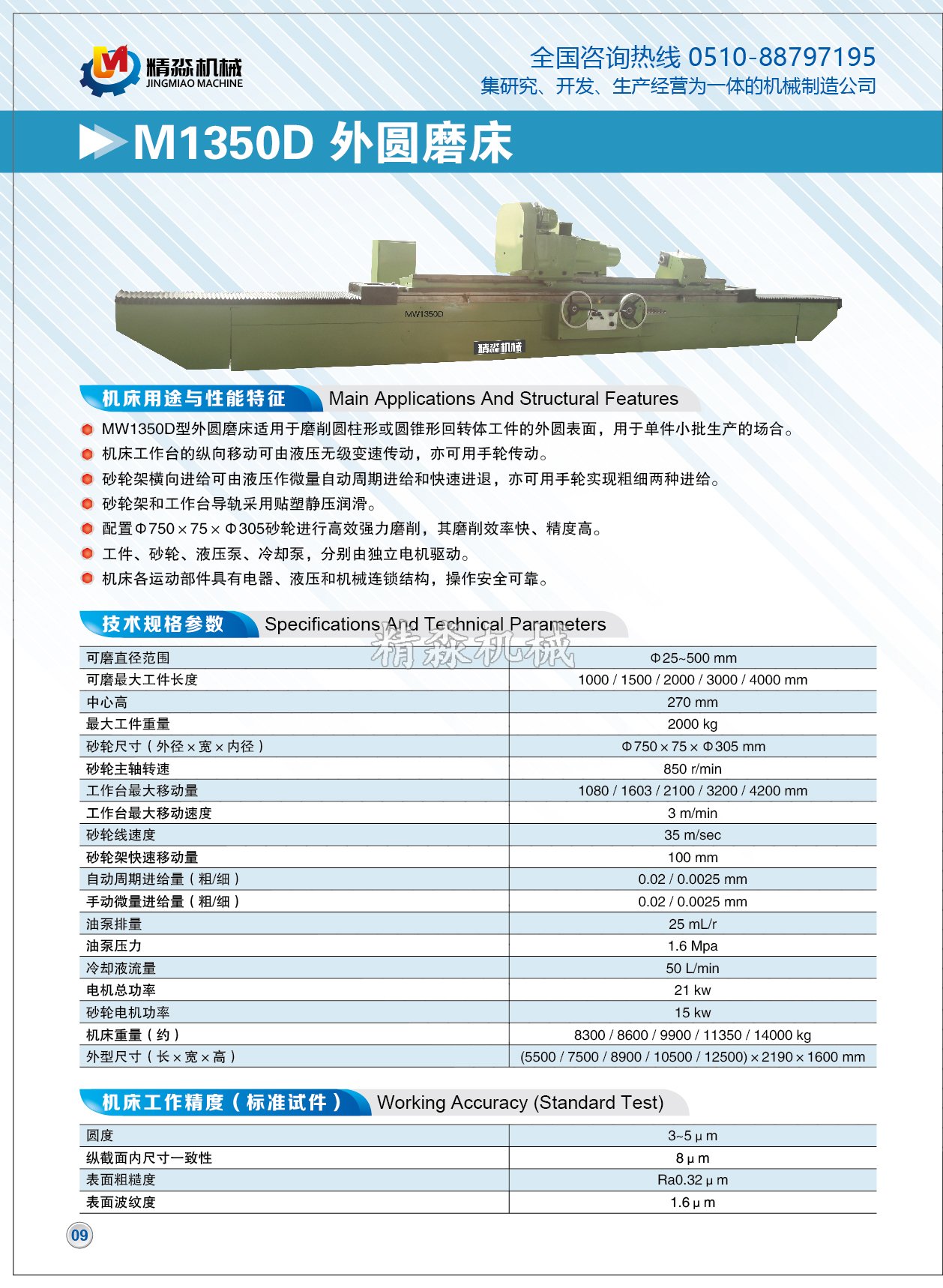
φ500×2000 |
5850 |
2280 |
2100 |
可磨外圆直径 |
用中心架 |
最大 |
200 |
最小 |
25 |
||
不用中心架 |
最大 |
500 |
|
最小 |
25 |
||
中心高 |
270 |
||
头架顶尖锥孔 |
莫氏6# |
||
尾架顶尖锥孔 |
莫氏6# |
||
顶尖距 |
2000 |
||
最大磨削长度 |
2000 |
||
用尾架上修整器修整砂轮时最大磨削长度 |
1500 |
||
最大工件重量(Kg) |
1000 |
||
尾架顶尖移动量(mm) |
70 |
砂轮架自动切入进给 |
无 |
砂轮架自动周期进给 |
有 |
砂轮修整自动补偿 |
无 |
主轴回转可能性 |
不能 |
体座最大回转角度 |
不能 |
拨盘转速r/min |
12~120 |
工作台最大回转角度 |
顺时针 |
逆时针 |
20 |
30 |
|
液压传动速度m/min |
最大 |
3 |
最小 |
0.1 |
|
最大纵向移动量 |
2000 |
|
手轮一转移动量 |
5 |
|
丝杆上最大移动量 |
250 |
|
快速进退量 |
100 |
|
主轴转速(r/min) |
870 |
|
砂轮线速度m/s |
35 |
|
进给手轮一转移动量 |
粗 |
4 |
细 |
0.5 |
|
进给手一格移动量 |
粗 |
0.02 |
细 |
0.0025 |
|
最小周期进给量 |
粗 |
0.02 |
细 |
0.0025 |
|
砂轮直径 |
最大 |
750 |
最小 |
550 |
|
砂轮架体壳在中座上的调节量 |
向前 |
砂轮架后部与中座后部距离200 |
向后 |
砂轮架后部与中座后部距离100 |
|
油泵型号 |
GPA2-16-E-20-R |
主系统调整压力(Mpa) |
1~1.2 |
辅助系统调整压力(Mpa) |
0.5~0.7 |
润滑系统调整压力(Mpa) |
0.4~0.6 |

大型外圆磨床M1363-2000

大型外圆磨床M1350-2000

M1320D/MW1420D万能外圆磨床

普通外圆磨床M1320-750


扫描二维码
进入手机网站
扫描二维码,关注我们