欢迎您访问无锡市精淼机械科技有限公司官网!本公司主要产品有:磨床,外圆磨床,万能外圆磨床,数控外圆磨床,数控端面外圆磨床,数控复合磨床,专机定制,高精度外圆磨床 !

24小时服务热线
0510-8879719513771196661
|24小时服务热线
0510-8879719513771196661
|

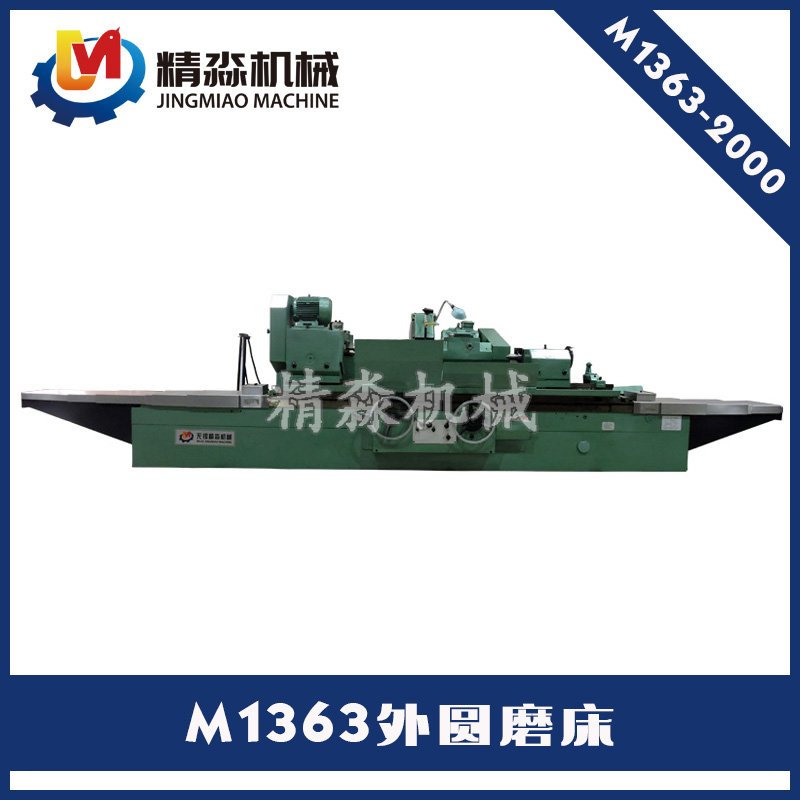
大型外圆磨床M1363-2000

大型外圆磨床M1350-2000

M1320D/MW1420D万能外圆磨床

普通外圆磨床M1320-750


扫描二维码
进入手机网站
扫描二维码,关注我们